
අභිරුචිකරණය කළ ප්ලාස්ටික් කොටස්


චීනයේ වඩාත්ම තරඟකාරී අච්චු නිෂ්පාදකයින් සහ ඉන්ජෙක්ෂන් මෝල්ඩින් සමාගමක් ලෙස. අපි ගෘහස්ථ යෙදුම්, මෝටර් රථ, ඉලෙක්ට්රොනික, වෛද්ය, කෘෂිකර්මාන්තය, පතල් කැණීම් සහ යනාදිය ඇතුළුව පුළුල් පරාසයක කර්මාන්ත යෙදුම් සඳහා සේවය කරන්නෙමු.
අපගේ සේවාවන්ට ඇතුළත් වන්නේ:
- CAD නිර්මාණය/අච්චු ප්රවාහ විශ්ලේෂණය/DFM
- අභිරුචි එන්නත් අච්චුව, ඩයි-කාස්ටිං සෑදීම
- ප්ලාස්ටික් එන්නත් අච්චු ගැසීම
- මූලාකෘති නිර්මාණය, කුඩා පරිමාණ නිෂ්පාදනය
- පින්තාරු කිරීම, මුද්රණ කුසලතා, එකලස් කිරීම
හැඳින්වීම
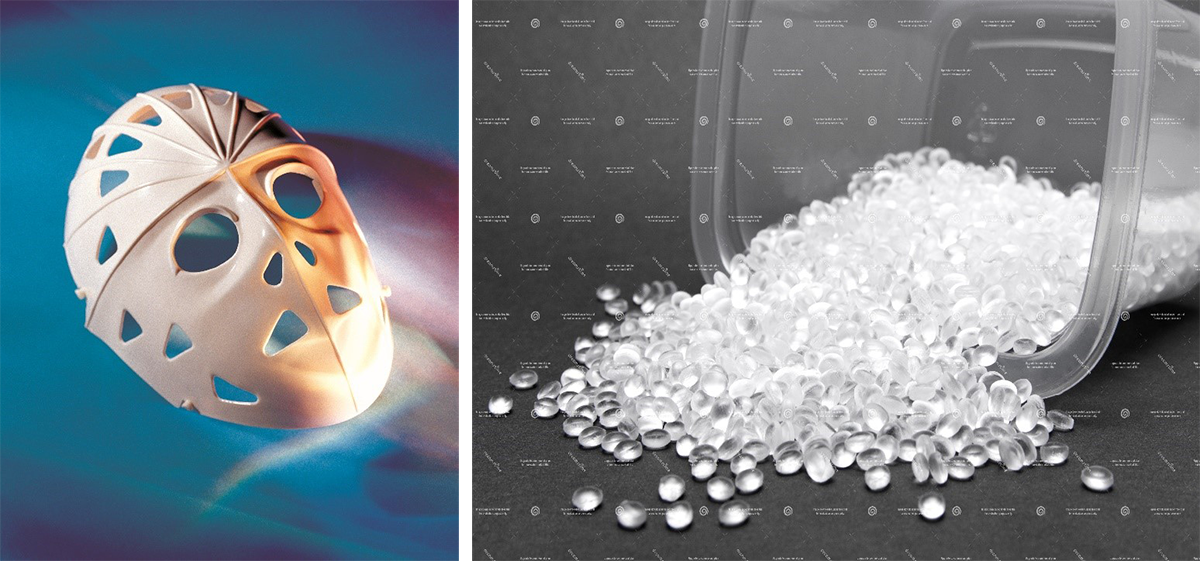
අපගේ ඉන්ජෙක්ෂන් මෝල්ඩින් සාප්පුවේ ටොන් 40 සිට 800 දක්වා බරැති ප්ලාස්ටික් ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්ර කට්ටල 12 කින් සමන්විත වන අතර, අපි දිනකට පැය 24 පුරාම, සතියේ දින 7 පුරාම ස්වයංක්රීයව නිෂ්පාදන සේවා සපයන්නෙමු. අප තෝරාගත් ප්ලාස්ටික් දුම්මල පුළුල් පරාසයක් ආවරණය කරයි, එයට ABS, PC, PP, PA, PMMA, POM, PE යනාදිය ඇතුළත් වේ.
අපි ප්ලාස්ටික් ඉන්ජෙක්ෂන් මෝල්ඩින් සඳහා අච්චු සාදන්නෙමු, අච්චු නිර්මාණයේ ආරම්භයේදීම, අපි ඉන්ජෙක්ෂන් මෝල්ඩින් සැලකිල්ලට ගනිමු, එය අපට කෙටිම අච්චු චක්ර කාලය, අවම නඩත්තු පිරිවැය ලබා ගැනීමට ඉඩ සලසයි, එය අවසානයේ අපගේ ගනුදෙනුකරුවන්ට ප්රතිලාභ ලබා දෙනු ඇත. අඩු පරිමාණ නිෂ්පාදන ඇණවුම් ද සාදරයෙන් පිළිගනිමු, එය සැමවිටම සිදු වූයේ පාරිභෝගිකයාට දැරිය නොහැකි පිරිවැයක් දැනෙන විටය, විශේෂයෙන් අච්චු සෑදීමේ පිරිවැය. හොඳ තත්ත්වයේ අඩු පරිමාණ ව්යාපෘතියක් සඳහා ඔබේ අයවැය අඩු කිරීම සඳහා අපගේ අච්චුවට සම්පූර්ණ පරාසයක විසඳුම් ලබා දීමට හැකි වේ. ඔබේ සමාගම් සඳහා හොඳම විසඳුම සොයා ගැනීමට අපගේ විශේෂඥයින් ඔබ සමඟ එක්ව කටයුතු කරයි.
මෝටර් රථ, ඖෂධ, ආලෝකකරණය, ක්රීඩා උපකරණ, ගෘහ උපකරණ සහ කෘෂිකර්මාන්තය සඳහා විවිධ ප්ලාස්ටික් එන්නත් අච්චු සමඟ අපි අත්දැකීම් ලබා ඇත්තෙමු. දැනට අපගේ සමාගම තුළ විශිෂ්ට ඉංජිනේරුවන් 20 දෙනෙකු සිටී, ඔවුන්ගෙන් බොහෝ දෙනෙකුට ප්ලාස්ටික් එන්නත් අච්චු කර්මාන්තය පිළිබඳ හොඳ අධ්යාපනයක් ඇත, ඔවුන් ඔවුන්ගේ කාර්යයන් ගැන ආඩම්බර වෙති, අපට මසකට එන්නත් අච්චු කට්ටල 20 ක් ලබා දීමට හැකි වේ. ගෝලීය සමාගම්වල ඉහළම අවශ්යතා සපුරාලීම සඳහා, අපි අඛණ්ඩව නවතම තාක්ෂණය මත ආයෝජනය කරන අතර වඩාත්ම දියුණු අච්චු නිෂ්පාදන පහසුකම් සන්නද්ධ කරමු, අප සතුව සම්පූර්ණ අභ්යන්තර ප්ලාස්ටික් එන්නත් අච්චු නිෂ්පාදනය, එන්නත් අච්චු කිරීම, පින්තාරු කිරීම, එකලස් කිරීමේ ධාරිතාව ඇත, අපගේ උපකරණවලට ඇතුළත් වන්නේ නමුත් ඒවාට පමණක් සීමා නොවේ: CNC කට්ටල 8, නිරවද්යතාවය 0.005mm; දර්පණ EDM කට්ටල 14, මන්දගාමී වයර් කැපුම් කට්ටල 8, ටොන් 40 සිට 800T දක්වා පරාසයක එන්නත් අච්චු යන්ත්ර කට්ටල 12, 2d ප්රක්ෂේපණ මිනුම් කට්ටල 1, CMM කට්ටල 1. අපට ප්ලාස්ටික් අච්චු සහ ඩයි-කාස්ටිං උපරිම ටොන් 7.5, අච්චු කළ ප්ලාස්ටික් කොටස් උපරිම 1200g. අපි උසස් CAD/CAM/CAE පද්ධතිය ද භාවිතා කරමු, අපට pdf, dwg, dxf, igs, stp යනාදී දත්ත ආකෘති සමඟ වැඩ කළ හැකිය.
වැඩ කිරීමේ මූලධර්මය
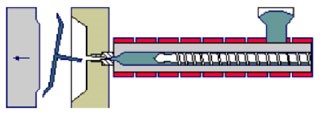
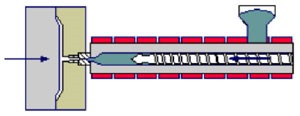
ඉන්ජෙක්ෂන් මෝල්ඩින් යනු ප්ලාස්ටික් දුම්මල අපේක්ෂිත හැඩයට සෑදීමේ ක්රියාවලියකි. ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රය උණු කළ ප්ලාස්ටික් අච්චුවට තද කර, සිසිලන පද්ධතිය මඟින් ඝන ලෙස නිර්මාණය කරන ලද හැඩයට සිසිල් කරයි, මෙම ක්රමය භාවිතා කරන සියලුම තාප ප්ලාස්ටික් පාහේ, අනෙකුත් සැකසුම් ක්රම සමඟ සසඳන විට, ඉන්ජෙක්ෂන් මෝල්ඩින් නිරවද්යතාවය, ඵලදායිතාවයේ වාසියක් ඇත, එයට උපකරණ සඳහා ඉහළ අවශ්යතාවයක් සහ අච්චු පිරිවැයක් ඇත, එබැවින් එය ප්රධාන වශයෙන් එන්නත් අච්චු කරන ලද කොටස් ඉහළ පරිමාවකින් නිෂ්පාදනය කිරීම සඳහා වේ.
බහුලව භාවිතා වන ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රය ප්ලංගර් සිලින්ඩරය / ඉස්කුරුප්පු සිලින්ඩරය. ඉන්ජෙක්ෂන් මෝල්ඩින් ක්රියාවලිය: ආප්පයෙන් ප්ලාස්ටික් අමුද්රව්ය බැරලයට පෝෂණය කරන්න, ප්ලංගරය තල්ලු කිරීමට පටන් ගනී, ප්ලාස්ටික් අමුද්රව්ය තාපන කලාපයකට තල්ලු කර පසුව බයිපාස් ෂටලය හරහා, උණු කළ ප්ලාස්ටික් තුණ්ඩය හරහා අච්චු කුහරයට තල්ලු කරනු ලැබේ, පසුව ජලය හෝ තෙල් නිර්මාණය කරන ලද සිසිලන පද්ධතිය හරහා ධාවනය කර අච්චුව සිසිල් කිරීම සඳහා ප්ලාස්ටික් භාණ්ඩයක් ලබා ගනී. අච්චු කුහරයෙන් එන්නත් අච්චු කරන ලද කොටස් සාමාන්යයෙන් හොඳ මාන ස්ථාවරත්වයක් සහ කාර්ය සාධනයක් ලබා ගැනීම සඳහා අච්චු ක්රියාවලියේදී ජනනය වන ආතතිය ඉවත් කිරීම සඳහා නිසි ප්රතිකාර සඳහා අවශ්ය වේ.
අදියර හයක්ප්ලාස්ටික් එන්නත් අච්චු ගැසීමක්රියාවලිය
ප්ලාස්ටික් එන්නත් අච්චු සැකසීමේ ක්රියාවලිය ආරම්භ වන්නේ ගුරුත්වාකර්ෂණ බලයෙන් පොලිඔලෙෆින් පෙති අච්චු යන්ත්රයේ එන්නත් ඒකකයට ආප්පයකින් පෝෂණය කිරීමෙනි. පොලිඔලෙෆින් දුම්මලයට තාපය හා පීඩනය යොදන අතර එමඟින් එය දිය වී ගලා යයි. උණු කිරීම අච්චුවට ඉහළ පීඩනයක් යටතේ එන්නත් කරනු ලැබේ. එය සිසිල් වී ඝන වන තෙක් කුහරයේ ඇති ද්රව්ය මත පීඩනය පවත්වා ගනී. ප්ලාස්ටික් කොටසේ උෂ්ණත්වය ද්රව්යයේ විකෘති උෂ්ණත්වයට වඩා අඩු වූ විට, අච්චුව විවෘත වන අතර ප්ලාස්ටික් කොටස පිට කරනු ලැබේ.
සම්පූර්ණ එන්නත් කිරීමේ ක්රියාවලිය අච්චු චක්රයක් ලෙස හැඳින්වේ. අච්චු කුහරයට උණු කිරීම එන්නත් කිරීම ආරම්භ කිරීම සහ අච්චුව විවෘත කිරීම අතර කාලය කලම්ප වසා දැමීමේ කාලය ලෙස හැඳින්වේ. මුළු එන්නත් චක්ර කාලය කලම්ප වසා දැමීමේ කාලය සහ අච්චුව විවෘත කිරීමට, ප්ලාස්ටික් කොටස ඉවත් කිරීමට සහ අච්චුව නැවත වැසීමට අවශ්ය කාලයෙන් සමන්විත වේ, ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රය දියවීම, එන්නත් කිරීම, ඇසුරුම් කිරීම සහ සිසිල් කිරීමේ චක්රයක් හරහා දුම්මල අච්චු කරන ලද කොටස් වලට මාරු කරයි. ප්ලාස්ටික් ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රයකට පහත සඳහන් ප්රධාන සංරචක ඇතුළත් වේ.
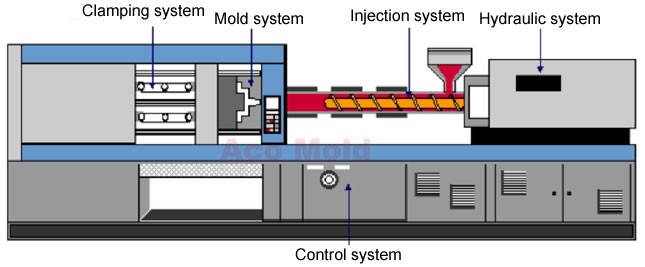
එන්නත් පද්ධතිය: අමුද්රව්ය සිලින්ඩරයට පෝෂණය කරන්න, රත් කර උණු කරන්න, අමතර කොටස හරහා උණු කළ ද්රව්ය කුහරයට තල්ලු කරන්න.
හයිඩ්රොලික් පද්ධතිය: එන්නත් කිරීමේ බලය සැපයීමට.
අච්චු පද්ධතිය: අච්චුව පැටවීමට සහ එකලස් කිරීමට.
කලම්ප පද්ධතිය: ඇසුරුම් බලය සැපයීමට.
පාලන පද්ධතිය: ක්රියාව පාලනය කිරීමට, සිසිලන පද්ධතිය.
ප්ලාස්ටික් ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රයේ ධාරිතාව හඳුනා ගැනීම සඳහා කලම්ප බලය බහුලව භාවිතා වන අතර, අනෙකුත් පරාමිතීන් අතර වෙඩි පරිමාව, එන්නත් අනුපාතය, එන්නත් පීඩනය, ඉස්කුරුප්පුව, ඉන්ජෙක්ට් බාර් එකේ පිරිසැලසුම, අච්චු ප්රමාණය සහ ටයි බාර් අතර දුර ඇතුළත් වේ. ප්ලාස්ටික් ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්ර කාණ්ඩ කිහිපයකට බෙදිය හැකිය, ඉහළ නිරවද්යතාවයක් හෝ අසාමාන්ය මෝස්තරයක් නොමැති සාමාන්ය ප්ලාස්ටික් කොටස් සඳහා සාමාන්ය කාර්ය යන්ත්රවලට අමතරව, විශේෂයෙන් ඉහළ නිරවද්යතා කොටස් සඳහා දැඩි ඉවසීමේ යන්ත්ර සහ තුනී බිත්ති කොටස් සඳහා අධිවේගී යන්ත්ර ඇත.
සම්පූර්ණ එන්නත් අච්චු ක්රියාවලියකට පහත පියවර හයක් ඇතුළත් වේ
1) අච්චුව වැසෙන අතර ඉස්කුරුප්පු ඇණ එන්නත් කිරීම සඳහා ඉදිරියට යාමට පටන් ගනී.
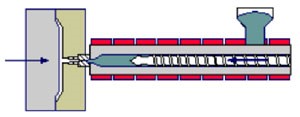
2) උණු කළ අමුද්රව්ය කුහරයට පිරවීම, පිට කිරීම.
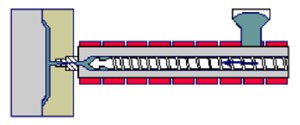
3) ඇසිරීම, ඉස්කුරුප්පුව අඛණ්ඩව ඉදිරියට යන විට කුහරය ඇසිරීම සිදු වේ.
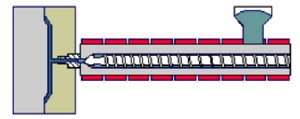
4) සිසිලනය, ගේට්ටුව කැටි වී වැසෙන විට කුහරය සිසිල් වේ, ඊළඟ චක්රය සඳහා ද්රව්ය ප්ලාස්ටික් කිරීම සඳහා ඉස්කුරුප්පුව ආපසු ඇද ගැනීමට පටන් ගනී.
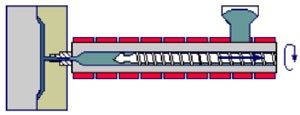
5) අච්චුව විවෘත කිරීම සහ කොටසක් පිට කිරීම, අච්චුව විවෘත වන අතර කොටස් පිටකිරීමේ පද්ධතිය මගින් එන්නත් කරනු ලැබේ.
6) වසන්න, අච්චුව වැසෙන අතර ඊළඟ චක්රය ආරම්භ වේ.
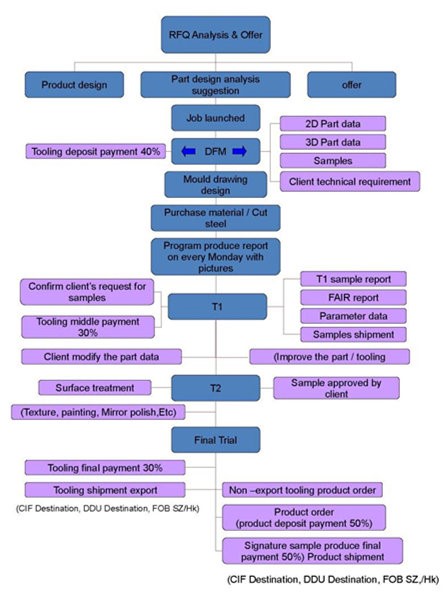
PO පටිපාටිය
විමසීමේ සිට වසා දැමූ තැපැල් ලිපිනය දක්වා, අපට අනුගමනය කිරීමට සම්මත ක්රියා පටිපාටියක් ඇත, එය අභ්යන්තර සහ ගනුදෙනුකරුවන් යන දෙපිරිසටම අප සිටින ස්ථානය සැමවිටම පැහැදිලි කිරීමට උපකාරී වේ. එක් එක් පියවරේ සංක්රාන්තිය ද පහසු සහ සුමට වනු ඇත.
අපනයන එන්නත් ප්ලාස්ටික් අච්චු ඇණවුම් ක්රියාවලිය:
- ගනුදෙනුකරුගෙන් 2D/3D කොටස් ඇඳීමක් ලැබුණු පසු, ව්යාපෘති කළමනාකරු අච්චු නිර්මාණකරුවන්, අච්චු සාදන්නන්, QA කළමනාකරු, PMC සමඟ ගනුදෙනුකරුගෙන් දත්ත සමාලෝචනය කිරීම සඳහා ආරම්භක රැස්වීමක් පවත්වයි. සාකච්ඡා කර ඇති සියලුම තොරතුරු රැස් කර, තහවුරු කිරීම සඳහා DFM වාර්තාව පාරිභෝගිකයාට යවන්න.
- DFM වාර්තාවේ සැලසුම් කිරීම සහ නිෂ්පාදනය කිරීමට පෙර අවශ්ය සියලු තොරතුරු අඩංගු වේ. අච්චු ගේට්ටු මාර්ගය, පිටකිරීමේ මාර්ගය, එන්නත් අල්ෙපෙනතිවල පිරිසැලසුම, කොටස්වල පිරිසැලසුම, අච්චු වෙන් කිරීමේ රේඛාව, සිසිලන රේඛාව. ස්ලයිඩර්, කෝණ එසවුම් යන්ත්ර, අච්චු හරය සහ කුහරයේ නිමාව, කැටයම් වැනි විශේෂ ව්යුහ ලක්ෂණ.
- සියලු විස්තර සාකච්ඡා කිරීමෙන් පසු, අච්චු නිර්මාණය ආරම්භ කිරීම සහ අච්චු නිර්මාණයේ 2D පිරිසැලසුම දින 1-3ක් ඇතුළත පාරිභෝගිකයාට ලබා දෙනු ඇත, අච්චුවේ සංකීර්ණත්වය මත පදනම්ව ත්රිමාණ ආකාරයෙන් අච්චු නිර්මාණය දින 3-7ක් ගතවේ.
- අනුමැතිය සඳහා පාරිභෝගිකයාට අච්චු නිර්මාණය යවන්න, තැන්පත් කිරීමෙන් පසු අච්චු වානේ, අච්චු පදනම, උපාංග ඇණවුම් කිරීමට පටන් ගන්න. ක්රියාවලි වාර්තාවක් ඉදිරිපත් කරනු ලබන අතර සැලසුම් කර ඇති සියලුම ක්රියාවලිය පෙන්වනු ඇත. අච්චු නිෂ්පාදන ක්රියාවලිය අවසන් වන තෙක් ඉදිරියට යන විට සතිපතා වාර්තාව පහත දැක්වේ.
- පළමු වරට අච්චු අත්හදා බැලීමේදී අච්චුවේ සියලුම යාන්ත්රණය නිසි ලෙස ක්රියාත්මක වේද, කොටසෙහි ජ්යාමිතිය නිවැරදිද යන්න අපි කියමු, නිසි වෙනස් කිරීමෙන් පසු අපි අච්චු සිසිලන පද්ධතිය, අච්චු එන්නත් පද්ධතිය, අච්චු පිටකිරීමේ පද්ධතිය ආදිය පරීක්ෂා කරමු, T1 අච්චු කරන ලද ප්ලාස්ටික් සාම්පල මාන වාර්තාව, එන්නත් අච්චු පරාමිතිය සමඟ පාරිභෝගිකයා වෙත ඉදිරිපත් කරනු ලැබේ. සාමාන්යයෙන් එය පරිපූර්ණත්වයෙන් 90% කි.
- නියැදි වැඩිදියුණු කිරීම, ක්රියාකාරීත්වය, පෙනුම, නිවැරදි කිරීම් වලින් පසු මානයන් අනුව අදහස් ලබා ගන්න, වයනය/ඔප දැමීම, කැටයම් කිරීම අවසන් කරන්න, අවසාන අනුමැතිය සඳහා සාම්පල යවන්න.
- මෙවලම් ස්ථායිතාව සහතික කිරීම සඳහා කුඩා ස්වයංක්රීය ධාවනය සහ CPK වාර්තා අධ්යයනයක් කරන්න.
- ලී පෙට්ටියකින් අච්චුව ඇසුරුම් කිරීම, අච්චුව මුහුදෙන් නැව්ගත කරන්නේ නම්, මලකඩ වැළැක්වීම සඳහා අපි රික්ත ඇසුරුම් කෙරෙහි විශේෂ අවධානයක් යොමු කරමු.පැකේජවල සියලුම 2d/3d අච්චු සැලසුම් ඇඳීම, NC ක්රමලේඛන දත්ත, තඹ, අමතර කොටස්, හුවමාරු කළ හැකි ඇතුළු කිරීම් ආදිය ඇතුළත් වේ.
- ගනුදෙනුකරුවන්ගේ කම්හලේ අච්චුවේ කාර්ය සාධනය පසු විපරම් කර අවශ්ය සේවාවන් සපයන්න.
පතල් කැණීම, කාර්මික, ඉදිකිරීම් ආදී ක්ෂේත්රවල බහුලව භාවිතා වන විශාල ප්රමාණයේ ප්ලාස්ටික් නිෂ්පාදන පවා ගනුදෙනුකරුවන්ගේ අවශ්යතාවය පරිදි අපට නිෂ්පාදනය කළ හැකිය. විශේෂ අවශ්යතා සඳහා කරුණාකර කර්මාන්ත ශාලාව අමතන්න.












